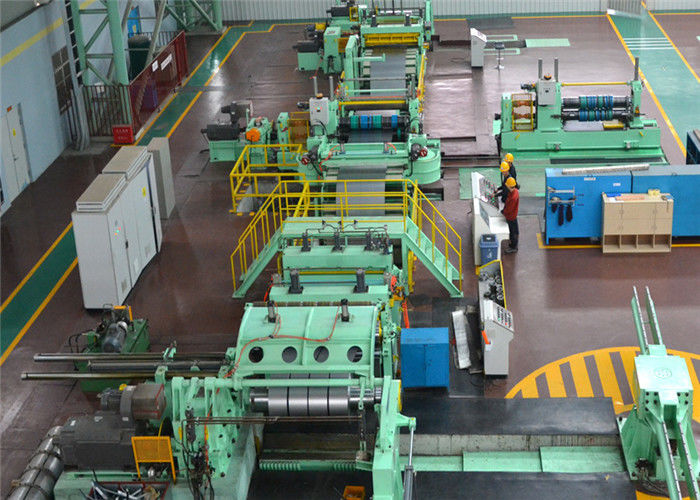
स्टील शीट Slitting मशीनें विभिन्न आकारों के कॉइल के लिए अलग-अलग मोटाई के साथ विशेष स्ट्रिप्स में आवश्यकताओं के रूप में स्लिट होने के लिए उपयोग की जाती हैं। यह उत्पाद रोल मिल, एचएफ ट्यूब मिल, ठंड बनाने की मशीन, पुचिंग और प्रेस मशीन आदि के लिए हैं। आरओ सामग्री सीआर कॉयल है सिलिकॉन स्टील, एसएस स्टील, रंग स्टील, ऐ, PPGI ... कॉइल कार-अन-कॉइलर, गाइडिंग और पिंच डिवाइस, स्लिटर, साइड गाइडिंग डिवाइस, लूपिंग, टेंशनर, स्क्रैप, रिकॉयलर, रिकॉयल कार, आदि से बना।
शुरुआत में, कॉइल को क्रेन द्वारा कॉइल कार पर लोड किया जाता है और कॉइल कार को संचालित करके uncoiler में लाया जाता है। कॉइल कार कॉइल को अनकॉइलर मैंड्रेल के साथ केंद्रीकृत करती है और कॉइल अनकोइलर पर मुहिम शुरू की जाती है। मैंड्रेल का विस्तार होता है। स्नबर रोल कुंडल घुमाता है। पीलर पट्टियाँ तोड़ता है और पिंच रोल तक पूर्व छोर लाता है। पिंच रोल स्लिट तक कॉइल एंड को ड्राइव करता है। फिर इसकी ड्राइव काट दी जाती है। स्लीटर फिसली हुई स्ट्रिप्स को आगे बढ़ाता है। लूप टेबल के माध्यम से थ्रेडेड स्ट्रिप्स को थ्रेड किया जाता है और टेंशनर को रिकॉइलर ड्रम में खींचें। रेकोइलर हवाएं ढीली कॉइल को चालू करती हैं।
फिर ड्रैग टेंशनर और लूप को ऑपरेशन में डाल दिया जाता है। स्लीटर और रिकॉइलर एक साथ सिंक्रोनाइज़ेशन में चलते हैं। जैसा कि कॉइल का निर्माण होता है, पुनरावृत्ति करने वाला आरपीएम निरंतर स्थिर लाइन गति को बनाए रखने के लिए इसी तरह नीचे जाता है। यह प्रक्रिया uncoiler पर कुंडल के अंत तक चलती है। स्लिटेड कॉइल को हाइड्रोलिक सिलेंडर द्वारा संचालित एक पुशर प्लेट के माध्यम से बाहर निकलने वाली कॉइल कार पर धकेल दिया जाता है। साइड स्लिटेड स्क्रैप, स्लीटर के दोनों किनारों पर प्रदान की गई स्क्रैप विंडर इकाइयों पर घाव है।
स्टील शीट Slitting मशीन ऑपरेटिंग प्रक्रिया
1. औपचारिक उत्पादन से पहले, उपकरण की सतह पर धूल और गंदगी और अन्य विदेशी पदार्थ और कॉइल को उपकरण और भूतल और लेख को साफ रखने के लिए सावधानी से साफ किया जाना चाहिए। उसी समय, गाइड रोड पर सभी रोलर्स जो पट्टी से गुजरते हैं, उन्हें सावधानी से साफ किया जाना चाहिए। जब आवश्यक हो, तो इसे सैंडपेपर के साथ पॉलिश करने की आवश्यकता होती है और फिर यह सुनिश्चित करने के लिए शराब के साथ साफ मिटा दिया जाता है कि तैयार उत्पाद की सतह इस प्रक्रिया के कारण खरोंच और अन्य दोषों से मुक्त है।
2. उपकरण के निरीक्षण तालिका के अनुसार स्टील के उपकरण की यांत्रिक और विद्युत प्रणाली की जाँच करें, और उपकरण को एक सामान्य और पावर-ऑन स्थिति में होने की पुष्टि करने के लिए एक खाली स्थिति में संचालित करें।
3. जांचें कि क्या उत्पादन कार्ड बैच संख्या, मिश्र धातु की स्थिति, विनिर्देश आकार और सामग्री कॉइल के वजन के अनुरूप है; स्टील स्लिटिंग लिनेमाचिन की गुणवत्ता और स्वीकृति मानदंड के अनुसार, जांच लें कि लंबित कॉइल की सतह की गुणवत्ता और अंतिम गुणवत्ता उत्पादन की जरूरतों को पूरा करती है या नहीं। उपकरण शुरू करने से पहले, चालक दल को मशीन के रखरखाव और संचालन के लिए आवश्यकताओं का पालन करना चाहिए। शरीर के सभी हिस्सों की सावधानीपूर्वक जांच करने के बाद, वे बिजली भेज सकते हैं, अन्यथा उन्हें उपकरण शुरू करने की अनुमति नहीं है।
4. खाली और तैयार उत्पादों के पैरामीटर उपकरण के मुख्य संचालन कंसोल की नियंत्रण प्रक्रियाओं में सही ढंग से इनपुट हैं, जैसे कि आने वाली सामग्री की मोटाई, आने वाली चौड़ाई, तैयार उत्पाद की चौड़ाई और तैयार उत्पाद की लंबाई। आने वाली सामग्री और तैयार उत्पाद की चौड़ाई के अनुसार, आवश्यक काटने की चौड़ाई की गणना करें और उपकरण की दूरी को समायोजित करें। इस बीच, स्टैक प्रति टुकड़ों की संख्या की गणना उत्पादन कार्ड की आवश्यकता के अनुसार की जाती है।
उत्पादन में मामलों पर ध्यान देने की आवश्यकता है
1. सावधान रहें कि खिलाते समय कॉइल को स्पर्श न करें।
2. uncoiler पर कॉयल को मैन्युअल रूप से समायोजित करें। आम तौर पर, यह सुनिश्चित करने के लिए कुंडल को संरेखित किया जाना चाहिए कि दो कट किनारों की चौड़ाई यथासंभव सुसंगत है। विशेष मामलों में, जब सामग्री की तरफ एक बड़ी दरार या अन्य दोष होता है, तो दो कटिंग एज की चौड़ाई संगत नहीं होती है, लेकिन uncoiler पर कॉइल की क्षैतिज स्थिति को मैन्युअल रूप से समायोजित किया जाना चाहिए, और यह पुष्टि की जाती है रिक्त के किनारे का दोष पूरी तरह से हटाया जा सकता है।
3. उत्पादन से पहले आने वाली सामग्री की मोटाई और चौड़ाई की जाँच करें।
4. जब स्टील के बेल्ट से 0.5 मिमी से अधिक की मोटाई वाली सामग्री का तार हटा दिया जाता है, तो कुंडल को फेंकने से रोकने के लिए रोलर का उपयोग किया जाना चाहिए।
5. पहनते समय सामग्री सकारात्मक होनी चाहिए, और सामग्री को कुटिल या झुर्रीदार नहीं होना चाहिए। इसमें शामिल होने से बचने के लिए प्रवेश द्वार पर रोलर्स को पोंछना सख्त वर्जित है।
6. स्लीटिंग मशीन स्टील को काटने की प्रक्रिया में, जब मशीन की वजह से निशान और खरोंच प्लेट की सतह पर पाए जाते हैं, गाइड रोड पर गाइड रोलर्स को रोका जाना चाहिए और समय पर जांच की जानी चाहिए। यदि कोई प्रमुख कण पाए जाते हैं, तो उन्हें सैंडपेपर से पॉलिश किया जाना चाहिए और फिर शराब से साफ किया जाना चाहिए।
7. मशीन के संचालन के दौरान आने वाली सामग्रियों की सतह की गुणवत्ता पर पूरा ध्यान दें। स्टील स्लीटिंग लिनेमासीन की गुणवत्ता और स्वीकृति मानक की आवश्यकताओं के अनुसार, यदि यह अयोग्य पाया जाता है, तो इसे मशीन को रोकना होगा और इससे निपटने के लिए संबंधित तकनीकी गुणवत्ता कर्मियों को खोजना होगा।
8. सामग्री के प्रत्येक रोल का उत्पादन करने से पहले, सामग्री की एक शीट काट दी जानी चाहिए, और कार्ड पर लंबाई और चौड़ाई की तकनीकी आवश्यकताओं के अनुसार उत्पादन किया जा सकता है। यदि नहीं, तो कैंची के मापदंडों को समायोजित करना आवश्यक है, अन्यथा इसे उत्पादन जारी रखने की अनुमति नहीं है।
9. तैयार उत्पादों को उठाते समय, क्रेन और हेराफेरी का सावधानीपूर्वक निरीक्षण करना आवश्यक है, और ध्यान केंद्रित करने के लिए ओवरहेड यात्रा क्रेन को कमांड और संचालित करना। सामग्री को झूलने से रोकने के लिए ऑपरेटरों को छोटे और असुरक्षित स्थानों पर खड़े होने से रोक दिया जाता है।
10. उत्पादन में उपकरणों की विफलता के मामले में, तुरंत रोकें और रखरखाव के कर्मचारियों को इससे निपटने के लिए सूचित करें।
रिशिन, बिक्री के लिए उच्च गुणवत्ता वाले स्टील स्लीटिंग लाइनों के साथ सर्वश्रेष्ठ स्टील स्लीटिंग मशीन निर्माताओं में से एक है, जिसे 1999 में स्थापित किया गया था। लगभग बीस वर्षों के विकास के साथ, यह इस क्षेत्र में एक अग्रणी स्टील स्लाटिंग कंपनी बन गई है और इसके लिए इसकी गुणवत्ता वाले स्लाटिंग मशीन का निर्यात करती है। दुनिया के लिए स्टील और अन्य सामग्री। रिशिन गुणवत्ता सेवाओं और गुणवत्ता वाले उत्पादों को प्रदान करने के लिए समर्पित है।
 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!